Najpogostejši način spajanja, predvsem bakrenih cevi je zagotovo lotanje.
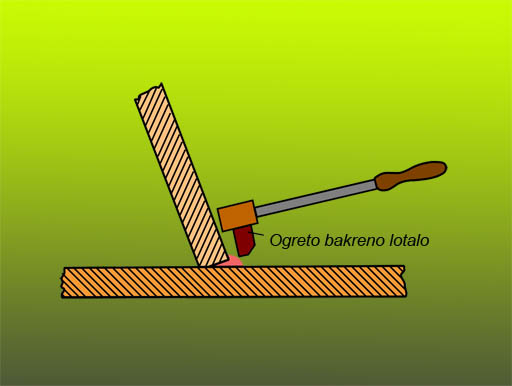
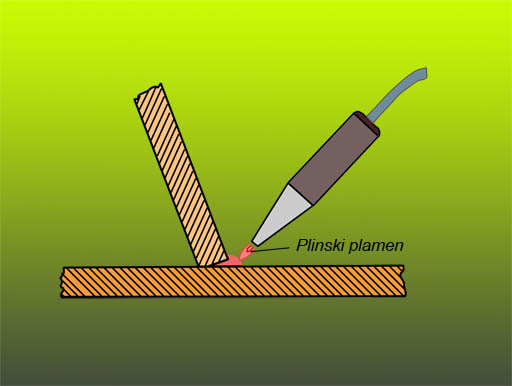
Lotanje je postopek za spajanje kovinskih gradiv, s pomočjo raztaljenega dodajnega materiala (lota), katerega tališče je nižje od tališča osnovnega materiala. Pri lotanju se osnovni material omoči, ne da bi se pri tem raztalil. Tako nam lotanje omogoča, da drugače kot pri varjenju, spajamo tudi raznovrstne materiale v eno konstrukcijo. Načine lotanja ločimo predvsem po delovni temperaturi in sicer: mehko lotanje, ki poteka pri temperaturah pod 450 oC (slika 1) in trdo lotanje pri temperaturah nad 450 oC (slika2). Po namenu je lotanje lahko spajalno ali nanašalno, katerega namen je, na primer doseči gladke ploskve ali popraviti vlitke; po izvoru toplote.
Delitev je možna tudi po obliki lotanega spoja. Pri lotanju z ozko lotalno špranjo je med deli enakomerna oddaljenost (špranja) pod 0,5 mm, pri lotanju s široko režo so razdalje nad 0,5 mm ali pa ima reža obliko črke V oziroma X. Pri delitvi po načinu, kako lot izvedemo, je treba ločiti: lotanje z dodajanjem, pri katerem se lot doda ali raztali, ko se del ogreje na lotalno temperaturo, ob dotiku z osnovnim materialom ali pa od vira toplote; lotanje z vloženim lotom, pri čemer se odmerjena množina lota doda tesno ob lotalno špranjo in nato skupaj s predmetom ogreje; potapljalno lotanje pri katerem se že sestavljena konstrukcija potopi v raztaljeni lot.
Lot uporabljamo v obliki žice, palice, pločevine, zrna, praškov, za spajkalnik pa lahko tudi kot pasta. Za mehko lotanje se uporabljajo predvsem nizko taljive zlitine svinca, kositra in antimona. Za trdo lotanje pa nelegirani baker, med in srebrovi loti. Za lahke kovine so trdi loti na osnovi aluminija, silicija, kositra in kadmija. Deloma je treba delati z dodajanjem talil, ki čistijo površine, izboljšajo omočljivost in tekočnost lota ter preprečujejo nastajanje filmov na površini predmeta.
Včasih lotajo tudi pod zaščitnim plinom, da se zaščitita lot in osnovni material med ogretjem, pred oksidacijo, ali da še celo reducirajo že nastali oksidi na lotu in osnovnem materialu (v kovino). Za mehko, ročno lotanje se uporablja bakreni lotalnik, gret električno ali na nekem drugem izvoru toplote, na primer plinskem plamenu ali kovaškem ognjišču. Za trdo lotanje se uporabljajo plinski gorilniki, včasih tudi s puhalom ali gorilniki za plamensko varjenje. Delati je treba po tem vrstnem redu: najprej je treba očistiti površino materiala, nato namestiti predmete v primerno lego, dodati talilo, ogreti predmet na potrebno delovno temperaturo, dodati lot in po ohladitvi odstraniti ostanke talila.